内孔车削又叫镗孔
内孔车削又叫镗孔,是用车削的方法扩大工件内孔或加工空心工件的内表面,可以用大多数外圆车削的工艺方法来加工。 内孔加工刀杆,包括刀头部、夹持部和连接部。东莞源鼎内孔刀杆可加工各种内孔结构,加工质量高,使用寿命长,无需频繁换。
")
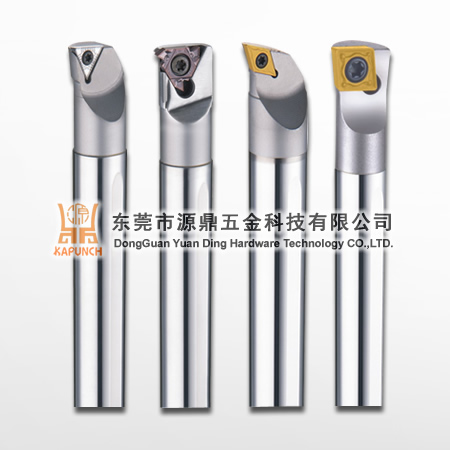
机械零件绝大多数是由碳素及合金结构钢制成,车床刀具内孔车刀,车削这类材料时,多形成带状切屑。为从毛坯上切除切屑,刀片需承受巨大的负荷,被切除的切屑从刀片前刀面飞速地滑出,它在与刀片的相对运动中,产生剧烈的摩擦面形成高温,内孔车刀,故刀片材料不但要耐磨,而且要耐高温,在高温下保持硬度。
车刀几何参数的应用往往是以车削外圆的状况进行研究的。在车床车削内孔时,由于内孔车刀刚度较差和切削中排屑空间较小等特殊原因的限制,内孔车刀与外圆车刀的几何参数在应用上有很大的差别。
内孔车刀的形体特征:
(1)主偏角
1)车削通孔的内孔车刀,为使切屑向车床主轴}L方向有序排出,采用x,=60。以上的主偏角,以减小切削力对内孔车刀的径向力。
2)车削不通孔时,为使切屑向背离进刀方向排出,内孔车刀往往采用x,≥90。的主偏角,使切削部分的几何形状与外圆车刀的形式相同,只是刀尖处于刀杆的最前端,使排屑的空间狭窄,切屑易于在切削区盘挤,使排屑不畅。所以,还应在相应的刃倾角和卷屑槽形式上予以配合,才能达到预期的排屑效果。
(2)刃倾角
1)刃倾角有影响切屑流向趋势的作用。在车床车削内孔时,由于孔壁向内弯曲,使切削区域相对狭窄,从而使排屑受到空间的限制。车床所以,在车削直径不太大的内孔时,车床内孔车刀应选择正值刃倾角,切屑流向待加工表面,从而使排屑空间相对宽敞,并在卷屑槽形状的配合下,使切屑尽量快速远离孔壁。